Elektrinių mašinų apvijų džiovintuvo izoliacija
 Elektros mašinos išdžiūsta sušlapus apvijų izoliacijai ir kitoms įtampingoms dalims, pavyzdžiui, transportuojant, sandėliuojant, montuojant ir remontuojant, taip pat kai įrenginys ilgam išjungtas.
Elektros mašinos išdžiūsta sušlapus apvijų izoliacijai ir kitoms įtampingoms dalims, pavyzdžiui, transportuojant, sandėliuojant, montuojant ir remontuojant, taip pat kai įrenginys ilgam išjungtas.
Elektros mašinų apvijų izoliacijos džiovinimas be specialaus poreikio sukelia papildomų nepateisinamų išlaidų, o netinkamai išlaikius džiovinimo režimą, be to, sugadinama apvija.
Džiovinimo tikslas yra pašalinti drėgmę iš apvijų izoliacijos ir padidinti atsparumą iki vertės, kurioje elektros mašina gali būti maitinama. Elektros mašinų, kurioms buvo atliktas kapitalinis remontas, izoliacijos absoliuti varža MΩ turi būti ne mažesnė kaip 0,5 MΩ esant 10–30 °C temperatūrai.
 Naujai sumontuotoms elektrinėms mašinoms ši vertė neturėtų būti mažesnė už lentelėje pateiktas vertes. 2, o elektros varikliams, kurių įtampa didesnė kaip 2 kV arba didesnė nei 1000 kW, papildomai reikia nustatyti megommetru absorbcijos koeficientas santykis ka6c arba R60 / R15.
Naujai sumontuotoms elektrinėms mašinoms ši vertė neturėtų būti mažesnė už lentelėje pateiktas vertes. 2, o elektros varikliams, kurių įtampa didesnė kaip 2 kV arba didesnė nei 1000 kW, papildomai reikia nustatyti megommetru absorbcijos koeficientas santykis ka6c arba R60 / R15.
Jei gauti duomenys rodo nepatenkinamą izoliacijos būklę, elektros mašinos džiovinamos.
Drėgmės pašalinimas iš elektros mašinos apvijos izoliacijos atsiranda dėl difuzijos, dėl kurios drėgmė juda šilumos srauto kryptimi iš šiltesnės apvijos dalies į šaltesnę.
Drėgmės judėjimas atsiranda dėl drėgmės skirtumo skirtinguose izoliacijos sluoksniuose, iš didesnio drėgnumo sluoksnių drėgmė pereina į mažesnio drėgnumo sluoksnius. Drėgmės sumažėjimas, savo ruožtu, yra dėl temperatūros sumažėjimo. Kuo didesnis temperatūrų skirtumas, tuo intensyviau džiūsta izoliacija. Pavyzdžiui, kaitinant vidines ritės dalis srove, galima sukurti temperatūrų skirtumą tarp vidinio ir išorinio izoliacijos sluoksnių ir taip pagreitinti džiūvimo procesą.
Norint paspartinti džiūvimą, iki ribinės temperatūros įkaitinti gyvatukai turi būti periodiškai atvėsinami iki aplinkos temperatūros. Todėl šilumos difuzijos efektyvumas yra didesnis, tuo greičiau atšaldomi paviršiniai izoliacijos sluoksniai.
Skyrius. 1. Apytikslis elektrinių mašinų džiovinimo laikas
Elektromobiliai Minimalus laikas, h, pasiekti temperatūrą Džiūvimo laikas, h 50 ° C 70 ° C bendras minimumas pasiekus stabilią izoliacijos varžą, MOhm Maža ir vidutinė galia 2 — 3 5 — 7 15 — 20
3 — 5
Didelės galios atvira konstrukcija 10 — 16 15 — 25 40 — 60 5 — 10 Didelės galios uždara konstrukcija 20 — 30 25 — 50 70-100
10 — 15
Džiovinimo metu ritės ir plienas turi būti kaitinami palaipsniui, nes greitai kaitinant mašinos vidinių dalių temperatūra gali pasiekti pavojingą vertę, o išorinių dalių įkaitimas vis tiek bus nereikšmingas.
 Ritės temperatūros padidėjimas džiovinimo metu neturi viršyti 4–5 ° C per valandą. Pagal vartotojų elektros įrenginių PTE, izoliacijos varža mašinos korpusui ir tarp apvijų matuojama elektros mašinų, kurių įtampa iki 660 V imtinai, apvijų. megohmetras su 1000 V, o elektrinėms mašinoms įtampa yra didesnė nei 660 V - su megohmetru prie 2500 V.
Ritės temperatūros padidėjimas džiovinimo metu neturi viršyti 4–5 ° C per valandą. Pagal vartotojų elektros įrenginių PTE, izoliacijos varža mašinos korpusui ir tarp apvijų matuojama elektros mašinų, kurių įtampa iki 660 V imtinai, apvijų. megohmetras su 1000 V, o elektrinėms mašinoms įtampa yra didesnė nei 660 V - su megohmetru prie 2500 V.
Tačiau pagal GOST 11828-75 elektros mašinų apvijų varža vardinei įtampai iki 500 V imtinai matuojama megommetru, skirtu 500 V įtampai, elektros mašinų apvijų varža, kai vardinė įtampa didesnė kaip 500 V — su megommetru 1000 V. Todėl PTE kiek sugriežtina izoliacijos bandymo su megohmetru reikalavimus.
Izoliacijos varžos matavimas gaminamas esant 75 ° C apvijos temperatūrai. Jei apvijų izoliacijos varža matuojama esant kitokiai temperatūrai, bet ne žemesnei kaip 10 ° C, ją galima konvertuoti į 75 ° C temperatūrą.
Prieš džiovinant elektros mašinų apvijų izoliaciją, patalpa turi būti išvalyta nuo šiukšlių, dulkių ir nešvarumų. Elektrines mašinas reikia atidžiai apžiūrėti ir pūsti suslėgtu oru. Džiovinimo metu išmatuokite kiekvienos elektros mašinos apvijos izoliacijos varžą iki įžeminto mašinos korpuso ir tarp apvijų (1 pav.).
Kiekvieną kartą prieš matavimą būtina pašalinti izoliacijos likučius; tam apvija įžeminama prie korpuso 3 — 4 minutėms. Be to, džiovinant elektros mašinų apvijas, būtina išmatuoti apvijų temperatūrą, aplinkos orą ir džiovinimo srovę. Praktiškai dėl elektros mašinų apvijų išdžiūvimo izoliacijos varža 750 ° C temperatūroje neturėtų būti mažesnė už lentelėje pateiktus duomenis. 2.
Skyrius. 2. Mažiausia leistina elektros mašinų apvijų izoliacijos varža po džiovinimo
Mašinos ar jų dalys Mažiausia leistina izoliacijos varža Kintamosios srovės mašinos statoriai, kurių darbinė įtampa: virš 1000 V 1 megohm esant 1 kV darbinei įtampai iki 1000 V 0,5 MOhm prie 1 kV Nuolatinės srovės mašinų, kurių įtampa iki 750 V, armatūra įskaitant 1 MOhm 1 kV Asinchroninių ir sinchroninių elektros variklių rotoriai (įskaitant visą žadinimo grandinę) 1 MΩ 1 kV, bet ne mažiau 0,2 - 0,5 MΩ Elektros varikliai, kurių įtampa 3000 V ir daugiau: statoriai 1 MOhm esant 1 kV rotoriai 0,2 MOhm esant 1 kV 
Elektrinių mašinų apvijų džiovinimas plieno indukcinių nuostolių metodu
Pastaraisiais metais buvo pradėti naudoti racionalūs elektros variklių džiovinimo būdai per indukcinius nuostolius statoriaus pliene su stacionariomis mašinomis, kurie nėra susiję su srovės patekimu tiesiai į apvijas. Taikant šį džiovinimo būdą, yra du tipai: nuostoliai aktyviajame statoriaus pliene ir nuostoliai statoriaus korpuse.
Elektros variklių šildymas atliekamas nuostoliais dėl įmagnetinimo apsisukimo ir sūkurinės srovės kintamosios srovės elektros variklio statoriaus arba nuolatinės srovės mašinos induktoriaus aktyviajame pliene nuo kintamo magnetinio srauto, susidarančio mašinose statoriaus šerdyje ir mašinos korpuse.
Kintamasis magnetinis srautas sukuriama specialia magnetizuojančia ritė, apvyniota ant mašinos korpuso jo išoriniame paviršiuje, traukiant laidus po rėmu (1 pav., a) arba ant korpuso ir guolių skydų (1 pav., b), kintamoji magnetinė srautas gali būti sukurtas ir iš indukcijos nuostolių aktyviajame statoriaus pliene ir elektros mašinos korpuse (1 pav., c).
Indukcinės arba sinchroninės mašinos rotorius turi būti pašalintas, kad būtų galima apvynioti statoriaus įmagnetinančius posūkius.
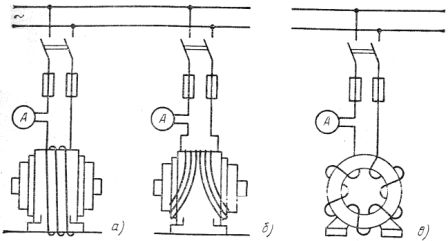
Ryžiai. 1. Elektrinių mašinų džiovinimas dėl indukcijos nuostolių pliene: o - mašinos korpuse, b - korpuse ir guolių skyduose, c - korpuse ir statoriaus aktyviajame pliene
Įmagnetinimo ritė pagaminta izoliuota viela, skerspjūvis ir apsisukimų skaičius nustatomas pagal atitinkamą skaičiavimą.
Džiovinimo procese elektros mašinų apvijų izoliacijos varža per pirmąjį džiovinimo laikotarpį mažėja, vėliau didėja ir, pasiekusi tam tikrą vertę, tampa pastovi. Džiūvimo pradžioje izoliacijos varža matuojama kas 30 minučių, o pasiekus pastovią temperatūrą – kas valandą.
Rezultatai įrašomi į džiovinimo dienoraštį ir tuo pačiu nubrėžiamos kreivės (2 pav.) apvijų izoliacijos varžos ir temperatūros priklausomybei nuo džiūvimo laiko.Izoliacijos varžos, apvijų temperatūros ir aplinkos temperatūros matavimai tęsiami tol, kol elektrinė mašina visiškai atvės.
Elektros mašinos apvijų džiūvimas sustabdomas, kai izoliacijos varža praktiškai nekinta pastovioje temperatūroje 3–5 valandas, o ka6c yra ne mažesnė kaip 1,3.
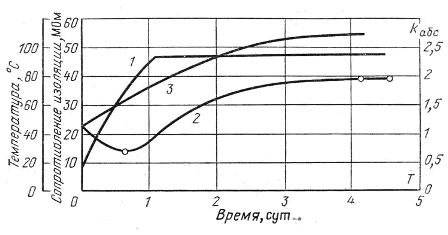
Ryžiai. 2. Elektros mašinos izoliacijos varžos 2, absorbcijos koeficiento 3 ir apvijos 1 temperatūros priklausomybės nuo džiovinimo trukmės kreivės.

Elektros variklių apvijų izoliacijos džiovinimas džiovinimo krosnyje