Kas yra dalinis, sudėtingas ir visiškas automatizavimas
Technologinė pažanga pasižymi nuolatiniu gamybos automatizavimo plėtimu – nuo dalinio automatizavimo, tai yra automatinio atskirų produkcijų, operacijų vykdymo, iki kompleksinio automatizavimo, nuo kompleksinio – iki visiško automatizavimo, vis labiau pereinant prie cechų ir automatinių gamyklų. didžiausias techninis ir ekonominis efektyvumas. …

Dalinis automatizavimas
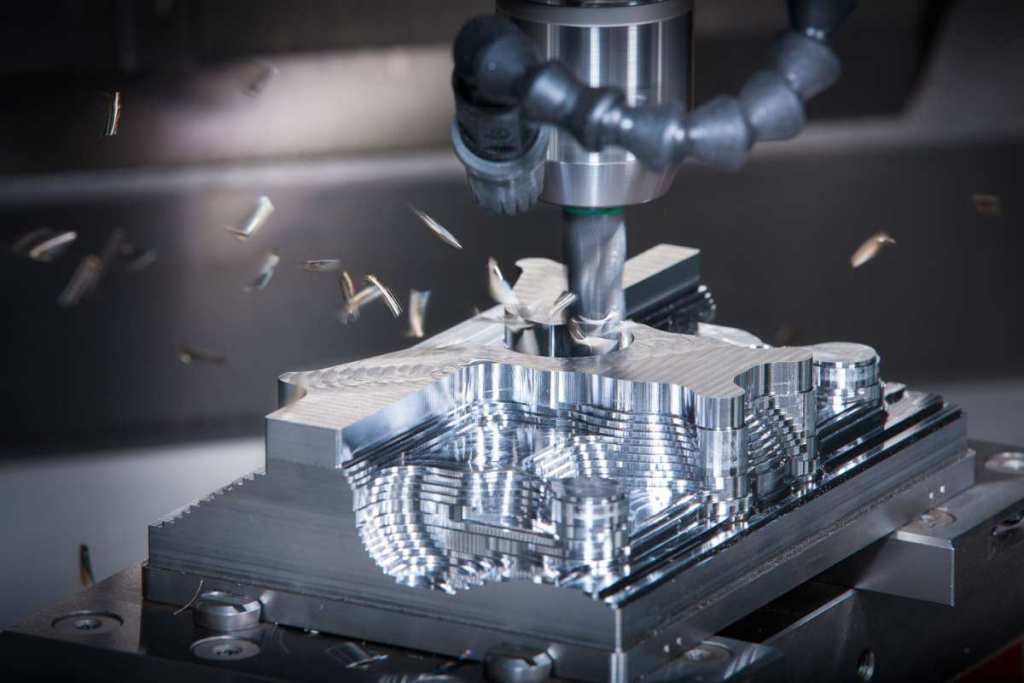
Būtina gamybos automatizavimo sąlyga – visų pagrindinių ir pagalbinių technologinio proceso operacijų mechanizavimas. Dalinis automatizavimas yra išskirtinis bet kurios gamybos bruožas.
Žmogaus funkcijų perkėlimas į įrankių judinimo mašiną pašalino fizinių žmogaus galimybių sukeltus apribojimus gamybos plėtrai ir sukėlė staigų jos lygio bei masto šuolį, žinomą kaip XVIII amžiaus pabaigos ir XIX amžiaus pradžios pramonės revoliucija.
Nuo pat pirmųjų automatinių mašinų sukūrimo gamybos automatika tobulėjo nuolat ir kokybiškai.Didelio dydžio garo variklis pakeičiamas lengvai valdomu ir mažo dydžio elektros varikliai iš esmės pakeitė darbo mašinų veikimo ir projektavimo principus bei pakeitė valdymo principus.
Individuali atskirų mašinų darbinių korpusų pavara ir elektros jungčių tarp jų įvedimas labai supaprastino mašinų kinematiką, padarė jas ne tokias sudėtingas ir patikimesnes.
Palyginti su mechaninėmis jungtimis, lankstesnėmis ir patogesnėmis eksploatacijomis, elektros jungtys leido sukurti kombinuotą elektrinį ir mechaninį programuotą valdymą, kuris užtikrino automatinį neišmatuojamai sudėtingesnių operacijų atlikimą nei automatinės mašinos su mechaniniu programavimo įrenginiu (Elektros automatikos sistemų privalumai).
Su elektros jungtimis ne tik nesunkiai pasiekiama reikiama darbo organų judėjimo seka, bet ši seka lengvai pakeičiama, kad darbo mašina būtų atkurta naujam gaminiui apdoroti. Pavyzdžiui, šiuolaikinė kompiuteriu valdoma automatinė mašina (plg. CNC mašina) gali apdoroti bet kokios formos dalis. Norint atkurti tokią mašiną, tereikia pakeisti programą.

Elektrinis programinis valdymas gali ne tik atlikti reikiamą darbinių kūnų judėjimo ciklą be žmogaus įsikišimo, bet ir užtikrinti automatinį tokio ciklo pradžią, kai įvykdomos tam tikros sąlygos, pavyzdžiui, mašiną išleidus iš jau apdoroto produkto, yra nauja medžiagos dalis ir jos tinkamos erdvės, esančios darbo organų atžvilgiu...
Norint automatiškai atlikti tokią operaciją, mašinoje turi būti įrengti jautrūs elementai – jutikliai, kurie stebi atskirų sąlygų įvykdymą. Be to, pati valdymo sistema turi turėti galimybę patikrinti šių sąlygų įvykdymą, tai yra išspręsti kokią nors loginę problemą (žr.Logiška operacija).
Išplito automatiniai reguliatoriai, kurie, atlikdami savo funkcijas daug greičiau ir tiksliau nei gali žmogus, gerokai pagerino daugelio pramonės šakų ir procesų techninius ir ekonominius rodiklius, tarnauja nuolatinei generatoriaus įtampai, sūkiams palaikyti. variklio, garo slėgis ir temperatūra katiluose, juostos storis valcavimo staklynuose, temperatūra elektrinėse krosnyse ir kt.
Gamybos, kurioje nebūtų naudojami automatiniai valdikliai – automatinių valdymo sistemų valdymo įrenginiai, nėra. Kai kuriais atvejais šios sistemos leido sukurti naujus procesus ir vienetus, kurių nebuvo galima įdiegti rankiniu būdu (pvz atominės elektrinės).
Sudėtinga automatika
Didžiausias automatinių valdymo sistemų naudojimo efektas pasiekiamas visapusiškai aprėpiant visų dirbtuvių ar sekcijos mašinų ir technologinių mazgų automatizavimą.
Integruota automatizacija – tai gamybos automatizavimo etapas, kuriame visas medžiagų apdorojimo operacijų rinkinys, įskaitant jų transportavimą, atliekamas per automatinių mašinų ir technologijų sistemą, agregatus pagal iš anksto nustatytas programas ir režimus, naudojant įvairius automatinius įrenginius, kuriuos vienija bendra valdymo sistema.
Sudėtinga automatizacija žmogaus funkcijos valdant technologinį procesą sumažinamos iki proceso eigos stebėjimo, jo rodiklių analizės ir įrangos darbo režimų pasirinkimo kaip automatinių reguliatorių ir programinės įrangos įrenginių užduočių rinkinio, kuriame yra geriausi rodikliai. pasiekiami tokiomis sąlygomis.
Lengviausiai integruojama automatika atliekama nepertraukiamoje gamyboje, procesuose, kurių atskiros sekcijos priverstinai sujungiamos vienu medžiagų srautu.
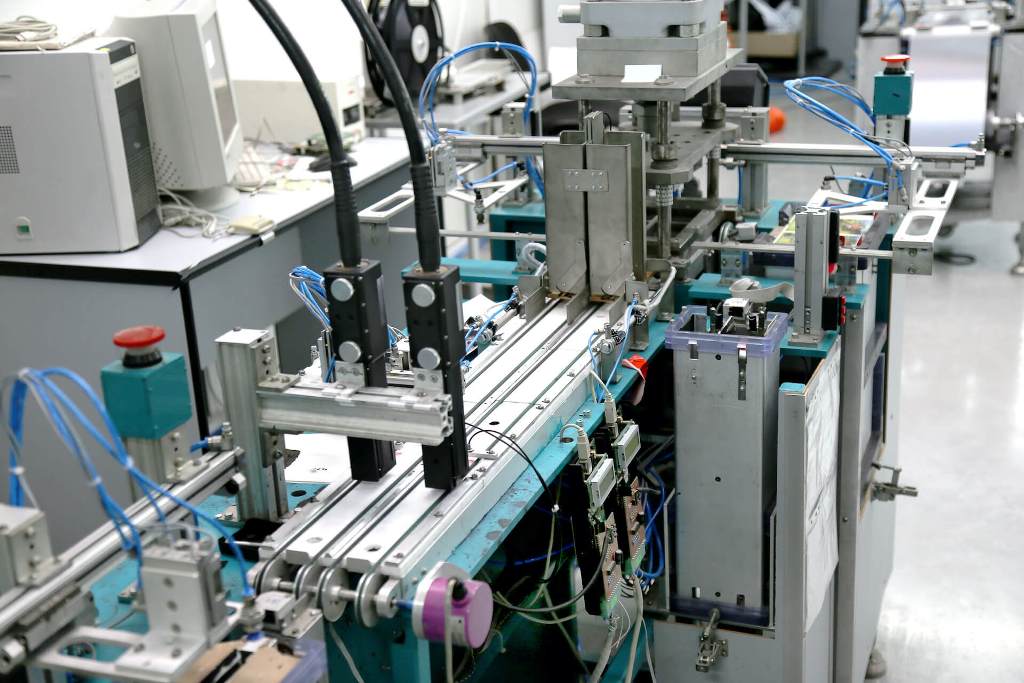
Sudėtingo procesų automatizavimo pavyzdys yra automatinė linija, kurioje kiekviena automatinė mašina, naudodama programinės įrangos įrenginį, atlieka iš anksto nustatytą savo darbo organų judesių seką, kad atliktų tam tikrą medžiagų apdorojimo fazę, ir prijungtas visas linijinių mašinų rinkinys. automatiškai veikiančiais transportavimo įrenginiais – bendra apdorojimo fazių seka iki galutinio produkto gavimo.

Visiškai automatizuotos įmonės yra visos Elektrinė (Atominė elektrinė, šiluminė elektrinė, hidroelektrinė). Pagrindinės elektros ir mechaninės įrangos valdymas šiose stotyse vykdomas automatiškai, o jos veikimo kontrolė, kaip taisyklė, sutelkta viename taške, iš kurio pamainos dispečeris nustato reikiamus režimus.
Operatyvinis valdymas turi būti centralizuotas ir sutelktas vieno žmogaus rankose. Tokios centralizacijos poreikis kyla dėl to, kad norint priimti sprendimą dėl atskirų technologinių vienetų režimų pasirinkimo, susidaro išsamus visos gamybos, proceso vaizdas, tai yra visos informacijos, gaunamos iš visų skyrių, apdorojimo. procesas, reikalingas.
Todėl tarp valdymo sistemų svarbią vietą užima prietaisai, kurių užduotis – organizuoti žmogaus ir mašinų ryšį, palengvinti žmogaus procesų kontrolę, atpalaiduoti jo nervų sistemą, išlaisvinti smegenis nuo streso ir rutinos. dirbti.
Be to, žmogus dažnai negali apdoroti didelio informacijos srauto apie procesų eigą be papildomų prietaisų pagalbos.
Pavyzdžiui, centralizuoto šakotų elektros sistemų valdymo sąlygomis centrinio valdymo punkto dispečerinės funkcijos tampa vis sudėtingesnės, o sprendimų priėmimas, kaip taisyklė, vykdomas ūmaus laiko trūkumo sąlygomis. Visa tai reikalauja greito įvairios informacijos rinkimo, kad žmogui būtų parodytas lengvai pastebimas rezultatas, būtinas priimant sprendimą.
Naudojant centralizuotą valdymą, visa gamybos ir procesų būsenos informacija centralizuojama su pamainų dispečeriais arba operatoriais.
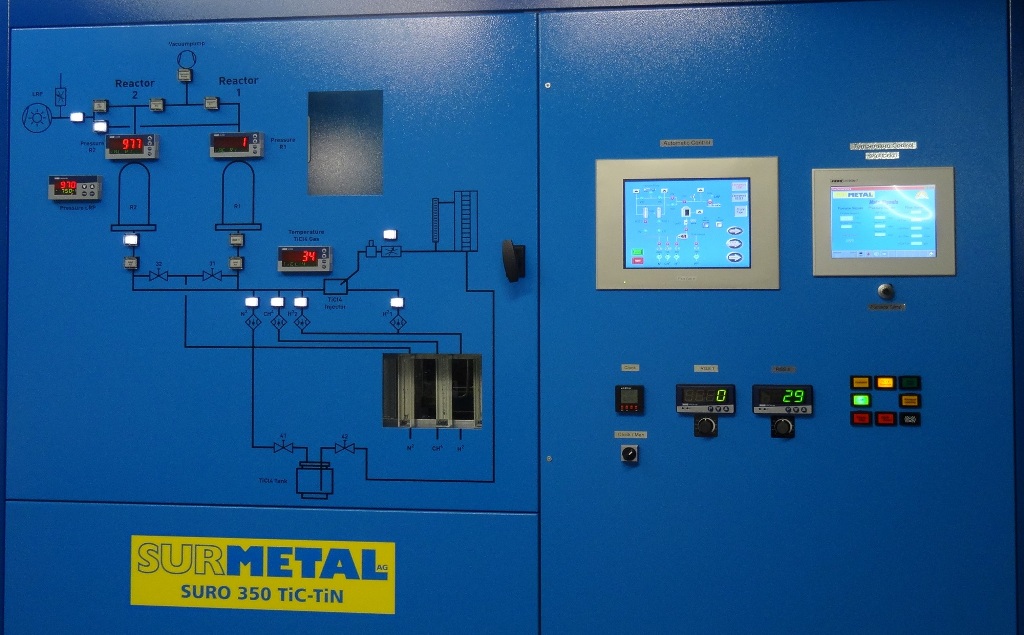
Norint perduoti informaciją asmeniui, valdymo centro lentose priešais operatorių ar dispečerį yra daug rodymo ir įrašymo įrenginių. Be prietaisų, valdymo kambaryje yra techniniai įrenginiai, leidžiantys stebėti įvairias kritines gamybos sritis.

Nuotraukoje pavaizduota valdymo patalpa. Tai yra vertikali (-os) plokštė (-ės), ant kurios (-ės) jie yra mnemoninės schemos valdomos pramonės šakos, procesai, matavimo prietaisai ir įvairūs automatinio valdymo prietaisų aliarmo indikatoriai ir skydeliai, kartais ir nuotolinio valdymo klavišai bei mygtukai.
Kadangi didelę teritoriją turinčiose įmonėse ir pramonės šakose informacijos keitimasis tarp valdymo ir valdymo objektų bei dispečerinės vyksta telemechanikos techninėmis priemonėmis, šių sistemų atkūrimo įrenginiai yra dedami į dispečerinę.
Asmuo, valdantis procesą, remdamasis savo žiniomis apie jo savybes ir charakteristikas, naudojasi plačiu įžvalgumu, todėl gali žymiai pagerinti proceso valdymą. Siauroje šio proceso sistemoje žinios yra proceso žmogaus smegenyse modelis.
Prieš pasirinkdamas vieną ar kitą valdymo veiksmą, žmogus, naudodamasis šiuo „modeliu“, spekuliatyviai patikrina, kokie bus veiksmų rezultatai ant proceso išvesties parametrų.
Tik įsitikinus, kad ši įtaka privers procesą keisti norima linkme arba išlaikyti jo eigą nepakitusią, šią įtaką perkeliama į realų procesą, nuolat lyginant jo eigą su gautais spekuliaciniais rezultatais ir tikslinant modelį.
Panašiai, kaip tai daro žmogus, gali veikti automatinė nuspėjamoji valdymo sistema. Tokia sistema turėtų turėti proceso modelį, įrenginius, kurie užtikrintų savaiminį modelio parametrų derinimą, kad jie atitiktų tikrąjį procesą, ir įrenginį, kuris modelyje automatiškai ieškotų tokių valdymo veiksmų, kurie užtikrina geriausią proceso našumą. Aptikta įtaka turėtų būti automatiškai perkelta į faktinį procesą.
Sudėtingos automatinio valdymo sistemos pavyzdys yra nuolatinė medžiagai šildyti skirta krosnis, kurioje yra temperatūros reguliatoriai darbo erdvėje ir kuro bei oro srauto, tiekiamo į krosnies degiklius, reguliatoriai.
Iš krosnies išeinančios medžiagos kaitinimą lemia jos darbo erdvės temperatūra, medžiagos judėjimo greitis ir daugybė kitų faktorių. Savo ruožtu darbo patalpos temperatūrą lemia kuro sąnaudų kiekis ir kuro – oro sąnaudų santykis, taip pat priklauso nuo šildomos medžiagos judėjimo greičio.
Šiame pavyzdyje pateiktos medžiagos temperatūros palaikymo problemos negalima išspręsti įrengiant atskirus, nesusijusius temperatūros ir srauto reguliatorius.
Būtina, kad nuoroda į temperatūros reguliatorių krosnyje automatiškai padidėtų, kai didėja medžiagos judėjimo greitis krosnyje, o nuoroda į oro srauto reguliatorių – didėjant degalų sąnaudoms.
Sudėtingų užduočių kyla ir kuriant sistemas, skirtas valdyti procesus su daugybe energijos konversijų. Lydymo aukštakrosnėse pavyzdys. Čia valdymo dėsnis nustato reikalingų atskirų proceso parametrų (temperatūros, slėgio, srauto greičio ir kt.) verčių rinkinį, kurių kiekvieną veikia daugybė trikdžių, kuriuos sukelia išoriniai ir vidiniai to proceso veiksniai.
Esamų gamybos zonų integruoto automatizavimo sėkmę beveik vien lemia esamos įrangos ir technologijų atitikimas automatiniam valdymui keliamiems reikalavimams.
Daugumos veikiančių įmonių įranga skirta rankiniam valdymui.Todėl kompleksinį automatizavimą, kaip taisyklė, turi lydėti įrangos modernizavimas arba visiškas keitimas, technologijos ir gamybos organizavimo pakeitimas, kuriame būtų pilnai išnaudojamos automatinio valdymo galimybės greičio ir tikslumo atžvilgiu.
Prieš visišką bet kurios gamybos srities automatizavimą turi būti atlikta išsami techninė ir ekonominė viso priemonių rinkinio analizė, siekiant nustatyti ekonominį efektyvumą. Pilnas automatizavimas leidžia centralizuoti gamybos ir procesų valdymą, sumažinti personalo skaičių, padidinti įrangos našumą, pagerinti gaminių kokybę ir sumažinti išlaidas.
Sudėtingiems procesams centralizuoti valdymą reikia naudoti automatines valdymo sistemas, kurios leidžia rinkti informaciją apie valdomo proceso eigą ir perduoti ją žmogui jam patogia forma.
Integruota automatika – tai žingsnis pilno automatizavimo link, baigiantis dirbtuvių ir automatinių gamyklų kūrimu.
Pilna automatika
Pilnas automatizavimas – tai gamybos automatizavimo etapas, kuriame automatinių mašinų sistema be tiesioginio žmogaus dalyvavimo atlieka visą tam tikros gamybos, proceso operacijų spektrą, įskaitant darbo režimų, užtikrinančių geriausią našumą tam tikromis sąlygomis, pasirinkimą ir nustatymą. .
Asmens pareigos apsiriboja valdymo sistemos ir atskirų jos padalinių tinkamo veikimo stebėjimu, taip pat uždavinių ir kriterijų įvedimu į šią sistemą, kuriuos procesas turi atitikti.
Paprastiems procesams, vykstantiems pastoviomis sąlygomis, pasirinkus ir sureguliavus optimalų režimą galima išlaikyti ilgą laiką, o pilno automatizavimo samprata sutampa su kompleksinės automatikos koncepcija.
Daugumoje procesų, kuriems būdingi išoriniai trikdžiai, pagrindinis skirtumas tarp visiškos automatikos ir sudėtingos automatikos yra atskirų mašinų ir mazgų (taip pat ir avarinių situacijų) darbo režimų parinkimo ir derinimo funkcijos perkėlimas iš asmens į automatinę valdymo sistemą.

Perėjimo prie visiško automatizavimo pagrindas yra automatinė optimalių įrangos darbo režimų paieška ir nustatymas bei operatyvinio valdymo automatizavimas, tai yra atskirų mašinų ir agregatų režimų derinimas.
Šioms problemoms spręsti plačiai naudojamos kompiuterinės technologijos, ypač valdymo mašinos (valdikliai, pramoniniai kompiuteriai), analizuojant gamybos eigą, procesą, sintezuojant valdymo dėsnius ir nustatant optimalumo kriterijus. Automatinė technologinio srauto analizė ir valdymo dėsnių sintezė nulemia sistemų savarankiškumą pilnai automatizuoti.
Pilnos automatizavimo sistemos turi hierarchinį konstravimo principą:
- 1 etape yra programinės ir loginės valdymo sistemos, taip pat automatinės valdymo sistemos;
- 2 etape – atskirų mašinų ir agregatų automatinio optimizavimo sistemos;
- 3 etape – automatinės operacijų valdymo sistemos.
Trijų lygių valdymo hierarchija apibrėžia pilno automatizavimo sistemų funkcinę struktūrą.Šios sistemos aparatinė skiriamoji geba gali būti skirtinga, sistema gali būti sukurta taip, kaip parodyta aukščiau, tačiau ji gali būti sukurta aiškiai neatskiriant atskirų įrenginių atliekamų funkcijų.

Dėl didėjančio valdymo užduočių sudėtingumo didėja įrangos skaičius ir sudėtingumas, todėl padidėja tikimybė sutrikdyti normalų sistemos veikimą.
Nuolatinis procesų intensyvėjimas ir jų masto didėjimas bei atitinkamai didėjanti avarijų grėsmė gamybos automatizavime patikimumo problemą daro dar svarbesnę. Todėl kuriama vis daugiau patikimų elementų ir jų sujungimo būdų, taip pat ieškoma būdų, kaip iš nepakankamai patikimų elementų sukurti patikimas sistemas.
Pilna automatikos sistema yra sudėtinga ir šakota automatinio valdymo sistema, kuriai reikalingas didelis jos patikimumas, kurį užtikrina tiek atskirų elementų patikimumas, tiek konstrukcijos patikimumas.
Visiško automatizavimo uždavinys yra automatinių dirbtuvių ir įmonių (automatų gamyklų) kūrimas. Didelis ekonominis visiškos automatizavimo efektas pasiekiamas tobulinant įrangos naudojimą, užtikrinant proceso ritmą su optimaliu produktyvumu ir gaminių kokybe nurodytomis sąlygomis.
Žiūrėk: Technologinių procesų automatizavimas, Pramoniniai robotai šiuolaikinėje gamyboje, Energijos tiekimo valdymo sistemų automatizavimas
Automatinio valdymo technologijos tobulinimas neįmanomas be pažangos įrangos ir ypač tų elementų, iš kurių gaminami valdymo įrenginiai, pažangos.Svarbiausia problema kuriant automatinio valdymo įrangą ir sistemas yra jų patikimumo didinimas.