Aukštos įtampos elektros įrenginių elektros kontaktų priežiūra
 Įtampingųjų įrangos dalių kontaktai, įrangos, autobusų jungtys ir kt. yra silpnoji srovės tiekimo grandinės vieta ir gali tapti gedimų ir nelaimingų atsitikimų priežastimi. Turint tai omenyje, reikėtų siekti, kad kontaktų skaičius būtų kuo mažesnis.
Įtampingųjų įrangos dalių kontaktai, įrangos, autobusų jungtys ir kt. yra silpnoji srovės tiekimo grandinės vieta ir gali tapti gedimų ir nelaimingų atsitikimų priežastimi. Turint tai omenyje, reikėtų siekti, kad kontaktų skaičius būtų kuo mažesnis.
Fig. 1 pavaizduota vienoje pastočių srovės nešančios grandinės atkarpa, iš kurios matyti, kad atkarpoje abc buvo septyni kontaktai, o po pakeitimo – trys. Perteklinis elektros lizdai sumažina maitinimo patikimumą ir gali sukelti gedimų bei nelaimingų atsitikimų. Todėl remonto darbų metu būtina numatyti nereikalingų kontaktų pašalinimą iš grandinių, o nepatikimus kontaktus pakeisti patikimesniais suvirintaisiais.
Nemažai nelaimingų atsitikimų ir kontaktų gedimų įvyksta dėl neteisingo kontaktinių jungčių įdiegimo arba dėl GOST, taisyklių ir reglamentų reikalavimų neatitinkančių jungčių naudojimo, taip pat dėl nepatikimų ar namuose pagamintų kontaktų.Daugiausia kontaktinių pažeidimų atvejų pasitaiko su strypiniais, pereinamaisiais (vario – aliuminio), varžtais ir ypač vieno sraigtais kontaktais.
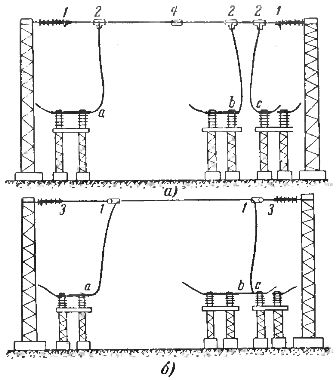
Ryžiai. 1. Pastotės sekcijų kontaktų schema: a — prieš keitimą, b — po keitimo, 1 — įtempimo gnybtai, 2 — T-varžtų spaustukai, 3 — plieniniai įdėklai, 4 — jungiamoji apkaba.
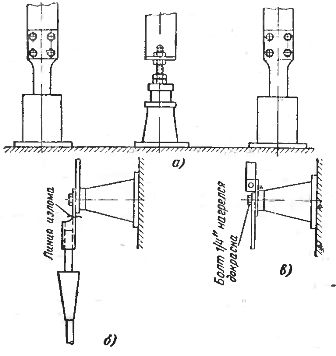
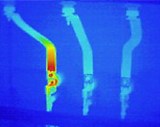
Ryžiai. 2. Kai kurie tipiški kontakto gedimo atvejai dėl jų neatitikimo standartų reikalavimams: a — izoliatoriaus varinė šerdis paprasta veržle sujungiama su aliuminio magistrale, b — kabelio strypas lūžio vietoje neatitinka laido skerspjūvio, c — vieta, kur aliuminio šyna prisukama varžtais prie atjungiklio vario gnybto 400 a …
Fig. 2 parodyta keletas tipiškų kontaktinių pažeidimų atvejų. Žala, parodyta pav. 2, a, įvyko ant vidurinės fazės įvorės strypo, prijungto prie plokščiosios magistralės, vario kontakto. Dvi išorinės fazės turėjo keturių varžtų šynų kontaktus su srovės transformatoriais, o įvorės vidurinio strypo kontaktas buvo sujungtas bendra veržle su tokio paties skerspjūvio šyna kaip ir išorinės fazės.
Neatitikimas tarp vidurinės fazės ir galutinių fazių kontaktų yra akivaizdus. Eksploatuojantys darbuotojai nustatė kontakto perkaitimą vidurinėje fazėje, išardė ir išvalė kontaktą, tačiau nesiėmė priemonių jį pakeisti, todėl įvyko didelė avarija.
Ant kontakto (2.6 pav.) prie kabelio strypo (seno tipo) lūžio linija pažymėtos vietos skerspjūvis yra nepakankamas pagal kabelio skerspjūvio plotą ir nepatikimas dėl mechaninio stiprumo . Kabelio kabelio sunaikinimas mažiausioje linijoje sukėlė didelę avariją.
Fig.3, c parodytas 1/4 «varžtų, naudojamų gana masyvioms šynoms tvirtinti tarpusavyje ir prie skyriklių, pjūvio netinkamumas, šynos prie skyriklių tvirtinamos vienu varžtu. Paprastai elektros įranga turi būti plokščia. Jei srovė yra 200 A ir didesnė, plokščiuose gnybtuose turi būti bent du varžtai. Eksploatuojantis personalas turi nustatyti visus šiuolaikinių reikalavimų neatitinkančius kontaktus ir imtis priemonių nustatytiems defektams pašalinti.
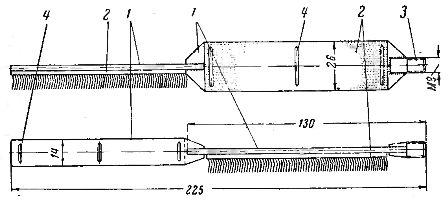
Ryžiai. 3. Rankinis šepetėlis vidinių ovalių ir vamzdinių vidurinių sekcijų jungčių sienelių valymui: 1 — plieninė plokštelė, 2 — kartoninė juosta, 3 — rankena rankenai prisukti, 4 — lanksti viela kartoninės juostos tvirtinimui.
Remonto ir peržiūros metu didelę reikšmę turi teisingas ir kruopštus montavimas, valymas, apsauga nuo korozijos ir nuimamų kontaktinių jungčių įrengimas.
Kad būtų laikomasi kontaktinių paviršių, ypač ovalių arba vamzdinių jungčių, valymo ir tepimo rekomendacijų, montuotojui būtina pateikti montavimo rinkinį, kurį sudaro šie elementai:
1. Šepetys-šepetėlis ovaliems, apvaliems ir plokščiiems kontaktiniams paviršiams valyti, skirtas prijungti laidus, kurių skerspjūvis nuo 25 iki 600 mm2 (3 pav.). Raukiniai yra apvynioti aplink rankeną, kuri yra įprasta įvairių dydžių raukiniams ir šepečiams.
2. Plastikinių indelių rinkinys su benzinu, antikoroziniu tepalu ir vazelinu.
3. Dėžė, kurioje laikomi ir vežami šepečiai, skardinės ir skudurai arba skudurai kontaktiniams paviršiams valyti.
Lituotų kontaktų priežiūra
Esant normalioms eksploatavimo sąlygoms, sukepinti kontaktai turi veikti be nulupimo, kol kermetinis lydmetalis visiškai nusidėvi.
Didelės galios aukštos įtampos jungiklių sukepintų kontaktų darbo patirtis parodė, kad išjungus trumpojo jungimo sroves sukepintų kontaktų pereinamoji varža nedidėja, o dėl vario tirpimo ir jo nuotėkio net šiek tiek sumažėja. prie kontaktinio paviršiaus.
Sukepinto metalo kontaktų valymas dildėmis dažniausiai atneša daugiau žalos nei naudos, nes susidėvėję sukepintų kontaktų kontaktiniai paviršiai kai kuriais atvejais veikia geriau nei nauji. Todėl metalo keramikos kontaktų paviršių valyti galima tik tada, kai ant kontaktinio paviršiaus randami pavieniai sustingę metalo gumuliukai, kuriuos būtina pašalinti, o po to kontaktinį paviršių rekomenduojama nuvalyti benzine suvilgyta šluoste.
Pagrindiniai rodikliai, apibūdinantys gerą kontaktų būklę
Elektros kontaktai suprojektuoti taip, kad srovės nešančios grandinės sekcijos, kurioje yra kontaktas, perdavimo varža būtų lygi arba mažesnė už viso tokio pat ilgio srovės nešančios grandinės sekcijos varžą. Kuo didesnė vardinė srovė, kuriai skirtas kontaktas, tuo mažesnė turėtų būti kontakto varža.
Gamintojų garantuojamos kontaktinės varžos žinomos įvairiems įrenginiams.Laikui bėgant kontaktų atsparumas gali padidėti dėl kontaktinio slėgio susilpnėjimo, blogo laidumo kietųjų oksidų plėvelių susidarymo, kontaktinių paviršių degimo ir kt.
Varžtų kontaktų varža gali padidėti dėl kontaktų sandarumo susilpnėjimo, atsipalaidavimo ir pažeidimo dėl vibracijos arba varžtų ir kontaktinių gumų medžiagų šiluminio plėtimosi koeficientų skirtumo. Kai varžtai atšaldomi, kontaktinėje medžiagoje gali susidaryti padidėję įtempiai, sukeliantys plastinę kontakto deformaciją, o esant trumpojo jungimo srovėms, greitai įkaista ir plečiasi kontaktinės medžiagos, dėl kurių kontaktas deformuojasi ir sunaikinamas.
Kuo mažesnė kontakto varža, tuo mažiau šilumos jame išsiskiria praeinant srovei ir daugiau srovės gali praeiti per tokį kontaktą esant tam tikrai temperatūrai.
Šilumos išsiskyrimas kontakte yra proporcingas kontakto varžai ir srovės kvadratui: Q = I2Rset, kur Q yra kontakte susidaranti šiluma, Rset - kontakto varža, omai, I - srovė, einanti per kontaktą, ir, t – laikas , sek.
Kontaktinės temperatūros matavimas negali duoti norimų rezultatų, jei šie matavimai neatliekami didžiausios apkrovos laikotarpiu. Iš laikotarpio Daugeliu atvejų didžiausios apkrovos atsiranda sutemus, tai yra, kai baigiasi darbo diena, linijoje ir atvirose pastotėse esant maksimalioms apkrovoms negalima išmatuoti kontaktinės temperatūros.Be to, kontaktai daromi masyvesni už srovę nešančias dalis, o metalų šiluminė talpa ir šilumos laidumas yra dideli, todėl kontaktų įkaitimas neatitinka tikrojo kontakto defekto, nulemto perėjimo. pasipriešinimas. …
Kai kuriais atvejais, norint įvertinti kontaktų būklę, naudojama ne kontakto varžos vertė, o įtampos kritimo vertė srovės nešančios grandinės atkarpoje, kurioje yra kontaktinė jungtis. Įtampos kritimas bus proporcingas kontakto varžai ir srovės dydžiui: ΔU = RkAz, kur ΔU – įtampos kritimas srityje, kurioje yra kontaktas, Rk – kontakto varža, Iz – srovė, tekanti per kontaktą.
Kadangi įtampos kritimas priklauso nuo srovės, tekančios per išmatuotą srovę nešančios grandinės atkarpą, dydžio, naudojamas įtampos kritimo palyginimo metodas srovės nešančios grandinės skyriuje, kuriame yra kontaktas, ir skyriuje, kuriame nėra kontakto. naudojamas kontakto būklei įvertinti.
Jei, kai to paties dydžio srovė praeina per tokio paties ilgio dalis, įtampos kritimas skyriuje, kuriame yra kontaktas, yra, pavyzdžiui, 2 kartus didesnis nei įtampos kritimas viso laido atkarpoje, tada , todėl pasipriešinimas kontakte taip pat bus 2 kartus didesnis.
Tokiu būdu kontakto būseną galima įvertinti trimis rodikliais:
a) kontakto ominių varžų ir viso laidininko skerspjūvio santykis,
b) įtampos kritimo ant kontakto ir visos laidininko dalies santykis,
c) kontakto ir viso laidininko temperatūrų santykis.
Kai kuriose elektros energijos sistemose šį santykį įprasta vadinti „gedimo faktoriumi“.
Kontaktinio defekto koeficientas K1 suprantamas kaip sekcijos, kurioje yra kontaktas, ominės varžos ir sekcijos ominės varžos santykis, lygus viso laido ilgiui: K1 = RDa se/R° С
Kontakto defekto koeficientas K2 suprantamas kaip įtampos kritimo zonoje, kurioje yra kontaktas, ir įtampos kritimo srityje, lygaus viso laidininko ilgiui esant pastoviai srovės vertei, santykis: K2 = ΔUк /ΔUц
Kontakto defekto koeficientas K3 suprantamas kaip išmatuotos temperatūros kontakte ir viso laidininko temperatūros santykis esant tokiai pačiai srovės vertei: K3 = TYes/T° C
Gero kontakto defektų santykis visada yra mažesnis nei vienas. Kai kontaktas pablogėja, defektų dažnis didėja, o kuo didesnis defektas, tuo didesnis defektų dažnis.
Atlikti daugkartiniai lyginamieji defektinių kontaktų atmetimo teisingumo patikrinimai, mikroohmetru išmatuojant kontakto ominę varžą esant nuolatinei srovei, išmatuojant įtampos kritimą zonoje, kurioje yra kontaktas, ir matuojant kontakto šildymo temperatūrą.
Kartu buvo nustatyta, kad kontaktinio defekto koeficientas K1 yra didesnis matuojant pereinamąją varžą esant nuolatinei srovei, nei defekto koeficientas K2, gautas matuojant kintamos srovės įtampos kritimą esant darbinei apkrovai, matuojant temperatūrą. kontaktinis šildymas.Taigi temperatūros matavimas nėra geras kontaktinio ryšio kokybės rodiklis.
Elektros linijų jungčių, kurių varžos ar įtampos kritimo defektų koeficientas didesnis nei 2, kontaktai pagal elektrinių ir elektros perdavimo tinklų techninio eksploatavimo taisykles yra keičiami arba taisomi.