Elektrinės pavaros CNC staklėms
 Šiuolaikinės daugiafunkcinės metalo pjovimo staklės ir pramoniniai robotai aprūpinti kelių variklių elektros pavaromis, kurios judina vykdomuosius organus keliomis koordinačių ašimis (1 pav.).
Šiuolaikinės daugiafunkcinės metalo pjovimo staklės ir pramoniniai robotai aprūpinti kelių variklių elektros pavaromis, kurios judina vykdomuosius organus keliomis koordinačių ašimis (1 pav.).
CNC staklių veikimo valdymas atliekamas naudojant standartines sistemas, kurios generuoja komandas pagal skaitmenine forma apibrėžtą programą. Sukūrę didelio našumo mikrovaldiklius ir vieno lusto mikrokompiuterius, sudarančius programuojamą procesoriaus šerdį, jų pagalba buvo galima automatiškai atlikti daugybę geometrinių ir technologinių operacijų, taip pat atlikti tiesioginį skaitmeninį elektros pavaros sistemos valdymą ir elektroautomatika.
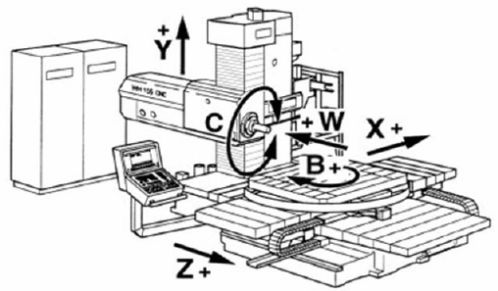
Ryžiai. 1. CNC frezavimo staklių pavaros sistema
CNC staklių elektrinių pavarų tipai ir reikalavimai joms
Metalo pjovimo procesas atliekamas abipusiu apdirbamos detalės ir pjovimo įrankio ašmenų judėjimu.Elektrinės pavaros yra metalo pjovimo staklių, skirtų atlikti ir reguliuoti metalo apdirbimo procesus per CNC sistemą, dalis.
Apdorojant įprasta atskirti pagrindinius judesius, užtikrinančius kontroliuojamus pjovimo procesus abipusio įrankio ir ruošinio judėjimo metu, taip pat pagalbinius judesius, palengvinančius automatinį įrangos veikimą (priartėjimą prie stebėjimo įrankių ir jų ištraukimą, įrankių keitimą ir ir tt).
Prie pagrindinių priskiriamas pagrindinis pjovimo judesys, turintis didžiausią greitį ir galią, suteikiantis] reikiamą pjovimo jėgą, taip pat pastūmos judėjimas, reikalingas darbiniam kūnui judėti erdvine trajektorija tam tikru greičiu. Norint gauti tam tikros formos gaminio paviršių, staklių darbiniai kūnai liepia ruošiniui ir įrankiui judėti norima trajektorija nustatytu greičiu ir jėga. Elektrinės pavaros suteikia darbiniams kūnams sukamuosius ir transliacinius judesius, kurių deriniai per mašinų kinematinę struktūrą užtikrina reikiamus tarpusavio poslinkius.
Metalo apdirbimo staklių paskirtis ir tipas labai priklauso nuo gaminamos detalės (kėbulo, veleno, disko) formos. Daugiafunkcinės mašinos gebėjimą generuoti apdirbimo metu reikalingus įrankio ir ruošinio judesius lemia koordinačių ašių skaičius, taigi ir tarpusavyje sujungtų elektrinių pavarų skaičius bei valdymo sistemos struktūra.
Šiuo metu pavaros daugiausia atliekamos remiantis patikimais Kintamosios srovės varikliai su dažnio valdymuatlieka skaitmeniniai reguliatoriai.Įvairių tipų elektros pavaros įgyvendinamos naudojant tipinius pramoninius modulius (2 pav.).
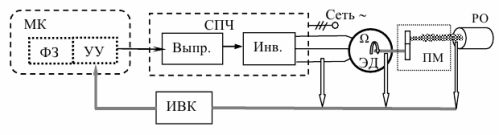
Ryžiai. 2. Tipinė elektrinės pavaros funkcinė schema
Minimali elektros pavaros blokų sudėtis susideda iš šių funkcinių blokų:
-
vykdomasis elektros variklis (ED);
-
dažnio galios keitiklis (HRC), paverčiantis pramoninio tinklo elektros energiją į reikiamos amplitudės ir dažnio trifazio variklio maitinimo įtampą;
-
mikrovaldiklis (MC), kuris atlieka valdymo bloko (CU) ir užduočių generatoriaus (FZ) funkcijas.
Pramoniniame galios dažnio keitiklio bloke yra lygintuvas ir galios keitiklis, kurie generuoja sinusinę įtampą su reikiamais parametrais, kuriuos nustato valdymo įrenginio signalai, naudojant išėjimo PWM jungiklio mikroprocesorių valdymą.
Elektrinės pavaros valdymo algoritmą įgyvendina mikrovaldiklis generuodamas komandas, gautas lyginant užduočių generatoriaus signalus ir duomenis, gautus iš informacinio skaičiavimo komplekso (IVC), remiantis apdorojimu ir analize. signalai iš rinkinio iš jutiklių.
Daugumoje pritaikymų elektrinėje pagrindinės pavaros pavaroje yra indukcinis elektros variklis su rotoriaus apvija su voverės narvele ir pavarų dėžė, kaip mechaninis sukimosi perdavimas mašinos velenui. Pavarų dėžė dažnai projektuojama kaip pavarų dėžė su elektromechaniniu nuotoliniu pavarų perjungimu.Pagrindinio judesio elektrinė pavara suteikia reikiamą pjovimo jėgą esant tam tikram sukimosi greičiui, todėl greičio reguliavimo tikslas yra palaikyti pastovią galią.
Reikiamas sukimosi greičio reguliavimo diapazonas priklauso nuo apdirbamų gaminių skersmenų, jų medžiagų ir daugelio kitų faktorių. Šiuolaikinėse automatizuotose CNC staklėse pagrindinė pavara atlieka sudėtingas funkcijas, susijusias su sriegių pjovimu, įvairaus skersmens dalių apdirbimu ir daug daugiau. Dėl to reikia užtikrinti labai platų greičio valdymo diapazoną, taip pat naudoti reversinę pavarą. Daugiafunkciuose įrenginiuose reikalingas sukimosi greičio diapazonas gali būti tūkstančiai ar daugiau.
Labai dideli greičio diapazonai taip pat reikalingi tiektuvuose. Taigi, frezuojant kontūrą, teoriškai turėtumėte turėti begalinį greičio diapazoną, nes kai kuriuose taškuose minimali vertė yra lygi nuliui. Dažnai greitą darbinių kūnų judėjimą apdirbimo zonoje taip pat atlieka tiektuvas, o tai labai padidina greičio keitimo diapazoną ir apsunkina pavaros valdymo sistemas.
Tiektuvuose naudojami sinchroniniai varikliai ir nekontaktiniai nuolatinės srovės varikliai, taip pat kai kuriais atvejais asinchroniniai varikliai. Jiems taikomi šie pagrindiniai reikalavimai:
-
platus greičio reguliavimo diapazonas;
-
didelis didžiausias greitis;
-
didelis perkrovos pajėgumas;
-
didelis našumas greitėjimo ir lėtėjimo metu padėties nustatymo režimu;
-
didelis padėties nustatymo tikslumas.
Pavaros charakteristikų stabilumas turi būti garantuotas kintant apkrovai, keičiantis aplinkos temperatūrai, maitinimo įtampai ir daugeliui kitų priežasčių. Tai palengvina racionalios adaptyvios automatinės valdymo sistemos sukūrimas.

Mechaninė mašinos pavaros dalis
Mechaninė pavaros dalis gali būti sudėtinga kinematinė struktūra, kurią sudaro daug dalių, besisukančių skirtingu greičiu. Paprastai išskiriami šie elementai:
-
elektros variklio rotorius, sukuriantis sukimo momentą (sukantis arba stabdantis);
-
mechaninė transmisija, t, s. sistema, kuri nustato judesio pobūdį (sukimosi, transliacijos) ir keičia judėjimo greitį (reduktorius);
-
veikiantis kūnas, paverčiantis judėjimo energiją naudingu darbu.
Pagrindinio metalo pjovimo staklių judesio asinchroninis pavaros sekimas
Šiuolaikinė reguliuojama CNC metalo apdirbimo staklių pagrindinio judesio elektrinė pavara daugiausia paremta asinchroniniais varikliais su narvelio rotoriaus apvija, o tai lėmė daug veiksnių, tarp kurių reikėtų pažymėti elementarios informacijos bazės tobulinimą ir galios elektronika.
Kintamosios srovės variklių režimų reguliavimas atliekamas keičiant maitinimo įtampos dažnį, naudojant galios keitiklį, kuris kartu su dažnio reguliavimu keičia ir kitus parametrus.
Stebėjimo elektrinės pavaros charakteristikos labai priklauso nuo įmontuotos ACS efektyvumo.Didelio našumo mikrovaldiklių naudojimas suteikė plačias galimybes organizuoti elektrinės pavaros valdymo sistemas.
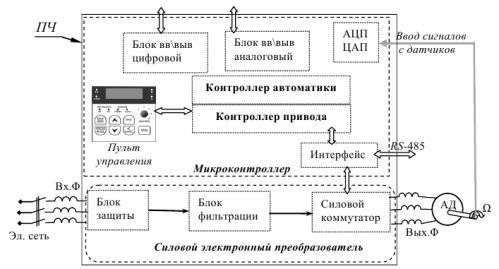
Ryžiai. 3. Tipinė indukcinio variklio valdymo struktūra naudojant dažnio keitiklį
Pavaros valdiklis generuoja skaičių sekas maitinimo jungikliui, kuris reguliuoja elektros variklio darbą. Automatikos valdiklis suteikia reikiamas charakteristikas paleidimo ir sustabdymo režimuose, taip pat automatinį įrangos reguliavimą ir apsaugą.
Skaičiavimo sistemos techninėje dalyje taip pat yra: - analoginiai-skaitmeniniai ir skaitmeniniai-analoginiai keitikliai signalams iš jutiklių įvesti ir jų veikimui valdyti;
-
analoginių ir skaitmeninių signalų įvesties ir išvesties moduliai, aprūpinti sąsajos įranga ir kabelių jungtimis;
-
sąsajų blokai, kurie atlieka vidinį tarpmodulių duomenų perdavimą ir ryšį su išorine įranga.
Daugybė dažnio keitiklio nustatymų, kuriuos sukūrė kūrėjas, atsižvelgdami į išsamius konkretaus elektros variklio duomenis, suteikia tam tikras valdymo procedūras, tarp kurių galima paminėti:
-
kelių lygių greičio reguliavimas,
-
viršutinė ir apatinė dažnio riba,
-
sukimo momento riba,
-
stabdymas tiekiant nuolatinę srovę į vieną iš variklio fazių,
-
apsauga nuo perkrovos, bet perkrovos ir perkaitimo atveju užtikrina energijos taupymo režimą.
Pavara, pagrįsta bekontakčiais nuolatinės srovės varikliais
Staklių pavaroms keliami aukšti reikalavimai greičio reguliavimo diapazonui, valdymo charakteristikų tiesiškumui ir greičiui, nes nuo jų priklauso santykinės įrankio ir detalės padėties tikslumas bei jų judėjimo greitis.
Galios pavaros buvo įgyvendintos daugiausia remiantis nuolatinės srovės varikliais, turinčiais reikiamas valdymo charakteristikas, tačiau tuo pačiu metu mechaninio šepečio kolektoriaus buvimas buvo susijęs su mažu patikimumu, priežiūros sudėtingumu ir aukštu elektromagnetinių trukdžių lygiu.
Galios elektronikos ir skaitmeninių skaičiavimo technologijų plėtra prisidėjo prie jų pakeitimo elektrinėse pavarose bekontakčiais nuolatinės srovės varikliais, o tai leido pagerinti energetines charakteristikas ir padidinti staklių patikimumą. Tačiau bekontakčiai varikliai yra gana brangūs dėl valdymo sistemos sudėtingumo.
Bet variklio be šepetėlių veikimo principas yra nuolatinės srovės elektrinė mašina su magnetoelektriniu induktoriumi ant rotoriaus ir armatūros apvijomis ant statoriaus. Statoriaus apvijų skaičius ir rotoriaus magnetų polių skaičius parenkamas atsižvelgiant į reikalingas variklio charakteristikas. Jų padidinimas pagerina važiavimą ir valdymą, bet lemia sudėtingesnę variklio konstrukciją.
Vairuojant metalo pjovimo stakles daugiausiai naudojama konstrukcija su trimis armatūros apvijomis, pagaminta kelių sujungtų sekcijų pavidalu, ir nuolatinių magnetų sužadinimo sistema su keliomis polių poromis (4 pav.).
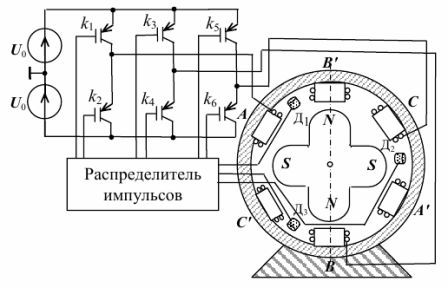
Ryžiai. 4. Bekontakčio nuolatinės srovės variklio funkcinė schema
Sukimo momentas susidaro dėl magnetinių srautų, kuriuos sukuria srovės statoriaus apvijose, ir rotoriaus nuolatinių magnetų sąveikos. Pastovi elektromagnetinio momento kryptis užtikrinama tinkama komutacija, tiekiama į statoriaus apvijas nuolatine srove. Statoriaus apvijų prijungimo prie šaltinio U seka atliekama galios puslaidininkiniais jungikliais, kurie įjungiami veikiant signalams iš impulsų skirstytuvo, kai tiekiama įtampa iš rotoriaus padėties jutiklių.
Atliekant užduotį reguliuoti bekontakčių nuolatinės srovės variklių elektros pavaros darbo režimus, išskiriami šie tarpusavyje susiję klausimai:
-
algoritmų, metodų ir priemonių, skirtų elektromechaniniam keitikliui valdyti, paveikiant matavimui prieinamus fizinius dydžius, kūrimas;
-
automatinės pavaros valdymo sistemos sukūrimas naudojant automatinio valdymo teoriją ir metodus.
Elektrohidraulinė pavara, pagrįsta žingsniniu varikliu
Šiuolaikinėse staklėse pusiau paplitusios jungtinės elektrohidraulinės pavaros (EGD), kuriose iš elektroninės CNC sistemos gaunami diskretūs elektriniai signalai sinchroniniais elektros varikliais paverčiami veleno sukimu. Sukimo momentas, sukurtas veikiant CNC sistemos pavaros valdiklio (CP) signalams iš elektros variklio (EM), yra hidraulinio stiprintuvo, prijungto per mechaninę pavarą (MP) prie vykdomojo korpuso (IO), įvesties vertė. staklių (5 pav.).

Ryžiai. 5. Elektrohidraulinės pavaros funkcinė schema
Valdomas elektros variklio rotoriaus sukimasis įėjimo transformacijos (VP) ir hidraulinio vožtuvo (GR) pagalba sukelia hidraulinio variklio veleno (GM) sukimąsi. Norint stabilizuoti hidraulinio stiprintuvo parametrus, dažniausiai naudojamas vidinis grįžtamasis ryšys.
Mechanizmų, turinčių paleidimo-sustabdymo judėjimo pobūdį arba nuolatinį judėjimą, elektrinėse pavarose buvo pritaikyti žingsniniai varikliai (SM), kurie priskiriami sinchroninių elektros variklių rūšiai. Impulsinio sužadinimo žingsniniai varikliai geriausiai tinka tiesioginiam skaitmeniniam valdymui, naudojamam CNC valdymui.
Nutrūkstamas (pakopinis) rotoriaus judėjimas tam tikru sukimosi kampu kiekvienam impulsui leidžia pasiekti pakankamai aukštą padėties nustatymo tikslumą esant labai dideliam greičio svyravimo diapazonui nuo beveik nulio.
Kai elektrinėje pavaroje naudojate žingsninį variklį, jis valdomas įrenginiu, kuriame yra loginis valdiklis ir jungiklis (6 pav.).

Ryžiai. 6. Žingsninio variklio valdymo įtaisas
Veikiant nchannel pasirinkimo valdymo komandai, CNC pavaros valdiklis generuoja skaitmeninius signalus, skirtus valdyti galios tranzistoriaus jungiklį, kuris reikiama seka sujungia nuolatinę įtampą su statoriaus apvijomis. Norint gauti mažas kampinio poslinkio vertes vienu žingsniu α = π / p, ant rotoriaus uždedamas nuolatinis magnetas su daugybe polių porų p.