Elektros schemos įtrauktos į gamybos linijos projektą
Šakniavaisių ir gumbų perdirbimo gamybos linijos sutvarkymas
Šakniavaisių atsargos laikomos pakrovimo bunkeryje 1. Apdorojant pašarus apatinėje bunkerio dalyje atidarykite vožtuvą ir šaknys gravitacijos būdu tiekiamos ant pasvirusio konvejerio 2, kuris paduodamas į separatorių 3, nuo kuriuos jie eina į pjaustytuvą šaknims plauti 4. Tada susmulkintos šaknys tiekiamos į pašarų gamyklos garines pirtis 5 arba į oro tako vežimėlį 6 transportuoti į kitą patalpą.
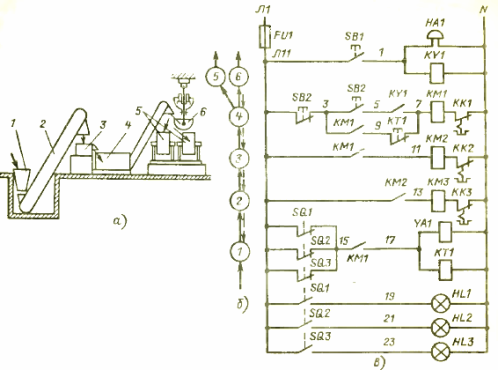
Ryžiai. 1. Šakniavaisių ir gumbų perdirbimo gamybos linija
Ši linija yra tipiška konvejerio sistema. Tokioje sistemoje, siekiant užtikrinti tinkamą veikimą, yra numatytas mechanizmų blokavimas, t.y. nustatyti tam tikrą jų pradžios ir sustabdymo seką ir, kaip taisyklė, blokavimas atliekamas priešinga proceso eigos krypčiai.
Tokiai linijai valdyti naudojama elektros valdymo grandinė (elektros grandinė) (1 pav., c).Jame rodomi atitinkamų mechanizmų paleidimo įrenginiai. Diagramos atitikčiai technologiniam procesui nustatyti, kairėje diagramos pusėje pavaizduota technologijos schema ir blokai (1 pav., b).
Elektros grandinės veikimo principas
Bunkeris turi sklendės uždarymo solenoidą YA1. Atitinkamai 2-4 mechanizmams valdyti yra skirti starteriai KMZ-KM1 valdymo mygtukui SB2. Mygtukas SB1 skirtas duoti paleidimo signalą, įspėjamosios lemputės HL1 -HL3 - signalizuoti apie 5 ir 6 mechanizmų darbo būsenas.
Norėdami paleisti liniją, paspauskite mygtuką SB1, kad duotų išankstinio paleidimo signalą, suskamba HA1 varpelis, suaktyvinama relė KY1, uždaranti savo kontaktą pirmojo starterio KM1 grandinėje paleidimui. Tada, neatleisdami SB1 mygtuko, paspauskite mygtuką SB2, įjungdami starterį KM1, tada starteriai KM2 ir KMZ paleidžiami per vienas kito kontaktus, įjungiamas solenoidas YA1, atidarant sklendę. Į darbą įtrauktos visos mašinos, apdorojami šakniavaisiai ir gumbai.
Linija veikia tol, kol užpildomos garinės pirtys 5 arba vežimėlio korpusas 6. Apie tai atitinkamai signalizuoja jų eigos jungikliai SQ1 — SQ3. Jų signalas atidaro elektromagneto YA1 maitinimo grandinę ir laiko relę KT1. Elektromagnetas atleidžia bunkerio vožtuvą 1 ir jis, veikiamas grįžtamosios spyruoklės, blokuoja šakniavaisių srautą į konvejerį 2 ir toliau.
Grandinėje sumontuota laiko relė KT1 skirta modifikuoti liniją, t.y.išjungus bunkerį 1, mašinos dar kurį laiką dirba, reikalingos pilnam mašinų valymui nuo šakniavaisių likučių. Po šio laiko relė išjungia visus mechanizmus su savo kontaktu. Rankiniam stabdymui grandinėje yra kontaktas, skirtas atidaryti SB2 mygtuką.
Vienos linijos gamybos linijos maitinimo schema
Patogiausia visą valdymo įrangą sutelkti į valdymo pultą. Šiuo atveju mašinų maitinimo schema parodyta fig. 2.
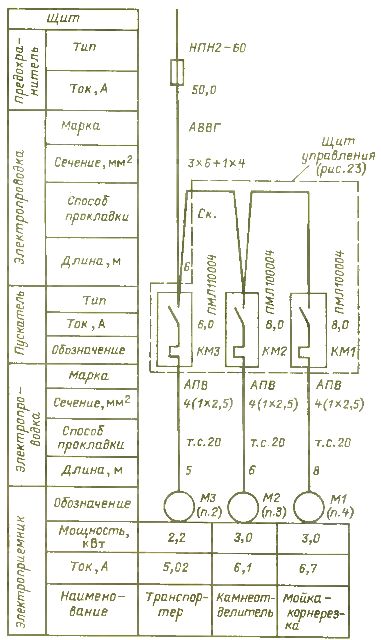
Ryžiai. 2. Vienos linijos gamybos linijos maitinimo schema
Saugiklis sumontuotas pašarų parduotuvės maitinimo skydelyje. PML serijos starteriai be apsauginių dangtelių yra sumontuoti skydelyje ir turi elektrinę apsauginę šiluminę relę RTL-1012, kurios srovė yra 8 A, reguliavimo diapazonas yra 5,5–8 A. Specifinė apsaugos srovė reguliuojama pagal variklio srovė.
Kartu tiekiamas starteris KM1 kontaktinis priedas PKL-2204, nes grandinei veikti reikalingi trys pagalbiniai kontaktai ir ji turi tik vieną uždarymo pagalbinį kontaktą.
Elektrinių pavarų maitinimo schema, kaip taisyklė, pateikiama vienos eilutės paveikslėlyje. Jame rodomi maitinimo perjungimo įrenginiai, elektros laidai ir jų klojimo būdai.
Valdymo plokštės ir elektros įrangos schemos plokštėje
Toliau daromas valdymo pulto, ant kurio yra valdymo įranga, brėžinys (3 pav.). Montuoti priimama ši įranga: signalinės lempos HL1-HL3 (AC-220), mygtukai SB1 (PKE122-1UZ), SB2 (PKE622-2UZ), relė KY1 (RPU-2M, 2z), KT1 (VL-18-). 1), saugiklis FU1 (PRS-6-P), srovės įvedimas 6 A, gnybtų blokas XT (BZ-10).
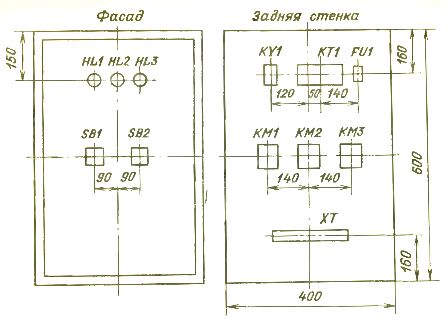
Ryžiai. 3. Bendras valdymo pulto vaizdas su elektros įrangos išdėstymu
Toliau pateikiamas spausdintinės plokštės jungčių brėžinys (elektros schema - 4 pav.), kuriame nubraižytos sumontuotos elektros įrangos elektros schemos, neatsižvelgiant į mastelį, serijos numerius (skaitiklyje) ir padėties žymėjimus. pagal diagramos principą (vardiklyje) dedami virš kiekvieno paveikslėlio.
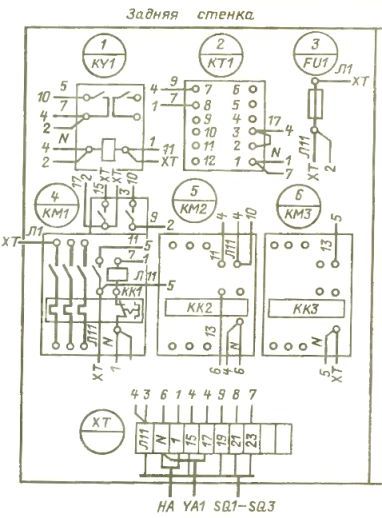
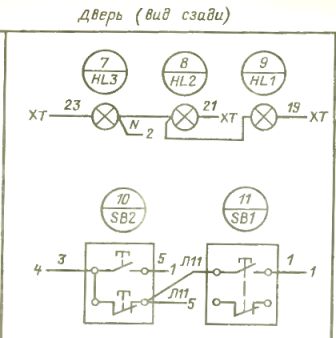
Ryžiai. 4. Valdymo skydelyje esančių elektros įrenginių sujungimo schema
Montavimas atliekamas vienu iš būdų, pavyzdžiui, naudojant priešingų adresų metodą, kai atitinkamuose įrangos gnybtuose pavaizduoti laidų segmentai, ant kurių pagal scheminę schemą parašyta laido prekės ženklas, ir kai gale nurodomas įrenginio numeris, į kurį nukreiptas šis laidas. Priešingame įrenginyje tas pats laidas pažymėtas ankstesnio įrenginio numeriu.
Skirstomojo skydo ir elektros įrenginių prijungimo schema
Toliau sudaroma sujungimo plokštės ir elektros įrangos schema (5 pav.). 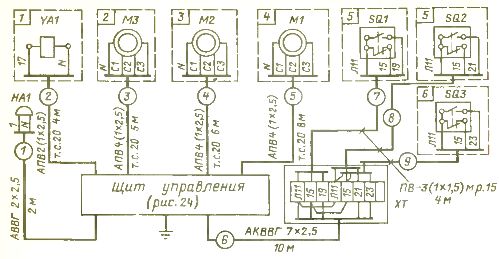
Ryžiai. 5. Valdymo pulto ir elektros įrangos išorinio prijungimo schema
Tokioje diagramoje, kaip ir ankstesniame pavyzdyje, pagal scheminę schemą pavaizduotos būtinos proceso mašinos su jų elektros įranga ir atitinkamais laidais. Reikėtų pažymėti, kad schemoje negalima nubrėžti elektros variklių laidų, nes juos galima rasti vienos eilutės schemoje 1 pav. 2.
Elektros įrangos išdėstymas gamybos linijoje
Galutinis projekto brėžinys – elektros įrenginių išdėstymas (6 pav.).Jai taikomas patalpų ir supaprastintos technologinės įrangos planas, suprojektuota elektros įranga, o simboliuose, šalia kurių yra etaloniniai žymėjimai pagal ankstesnius projekto brėžinius, nurodomos laidų trasos ir nurodomi jų sąlyginiai numeriai. pagal prijungimo schemą ir vienos linijos schemą.
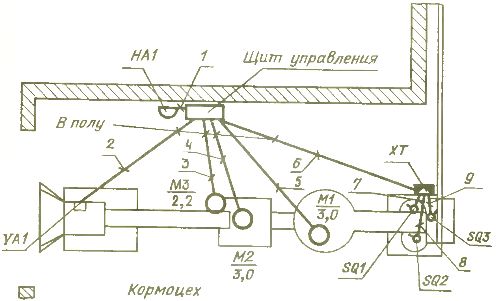
Ryžiai. 6. Elektros įrenginių vieta
Šis ir ankstesni brėžiniai yra būtini praktiškai įgyvendinant projektą vietoje.